Table of Contents
SI unit for length is metre (m), representing a fundamental measurement of distance in the physical world. It is defined as the distance traveled by light in a vacuum in 1/299,792,458 of a second, ensuring universal consistency. It is a scalar quantity, meaning it has magnitude but no direction, distinguishing it from vector quantities that include both magnitude and direction.
Things You Need To Know
- Accuracy refers to the maximum error encountered when a particular observation is made.
- Error in measurement is normally one-half the magnitude of the smallest scale reading.
- Because one has to align one end of the rule or device to the starting point of the measurement, the appropriate error is thus twice that of the smallest scale reading.
- Error is usually expressed in at most 1 or 2 significant figures.
Tape
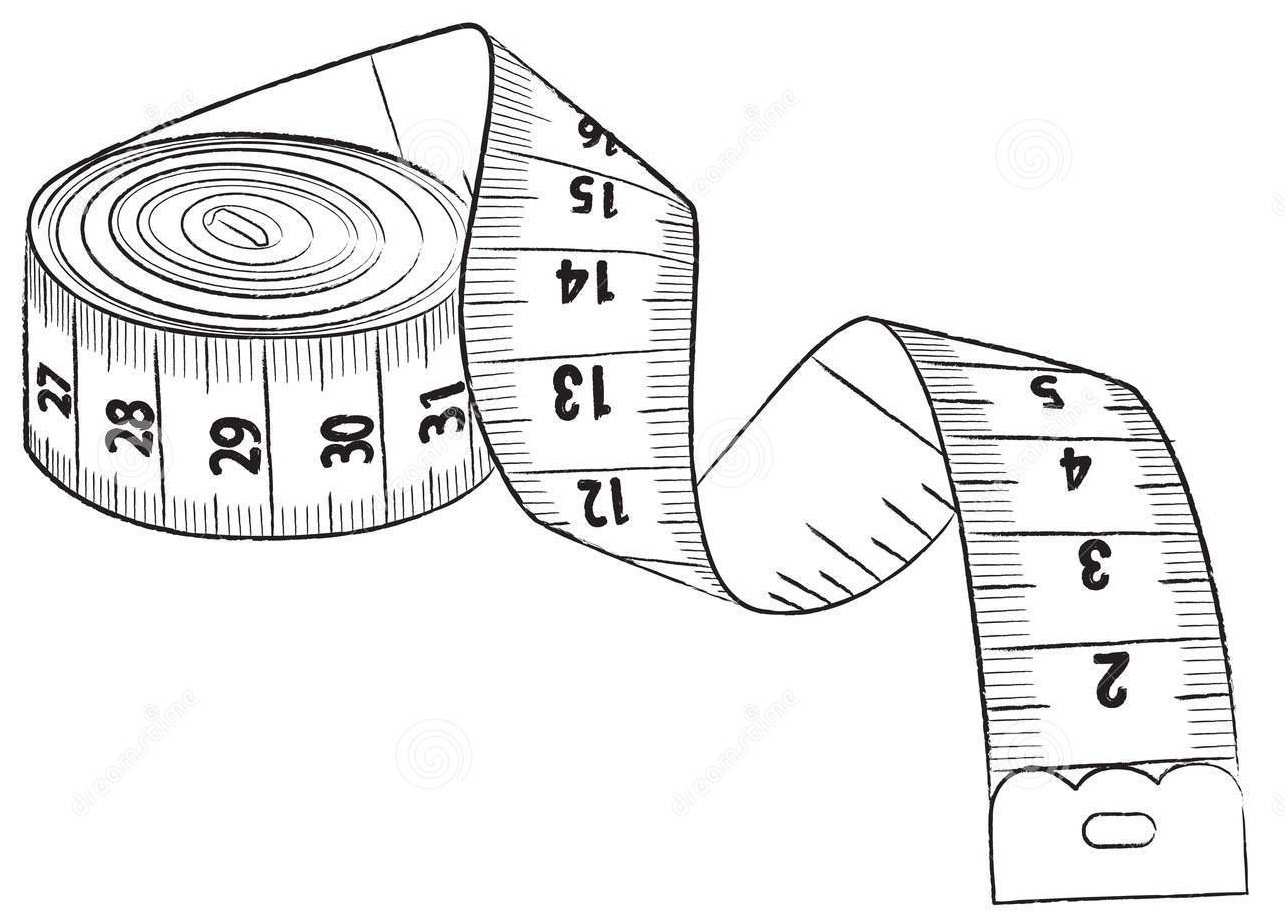
Equipment: It is made up of a long flexible tape and can measure objects or places up to 10 – 50 m in length. It has markings similar to that of the rigid rule. The smallest marking could be as small as 0.1 cm or could be as large as 0.5 cm or even 1 cm.
How to use: The zero-mark of the measuring tape is first aligned flat to one end of the object and the tape is stretched taut to the other end, the reading is taken where the other end of the object meets the tape.
Accuracy: ± 0.1 to 1 cm, depending on the tape’s quality and user proficiency.
Rule
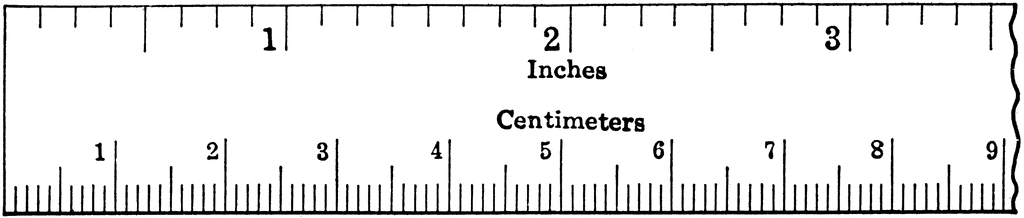
Equipment: It is made up of a long rigid piece of wood or steel and can measure objects up to 100 cm in length. The smallest marking is usually 0.1 cm.
How to use: The zero-end of the rule is first aligned flat with one end of the object and the reading is taken where the other end of the object meets the rule.
Accuracy: ± 0.1 cm, reflecting the precision of the instrument and the care taken during measurement.
Vernier Caliper
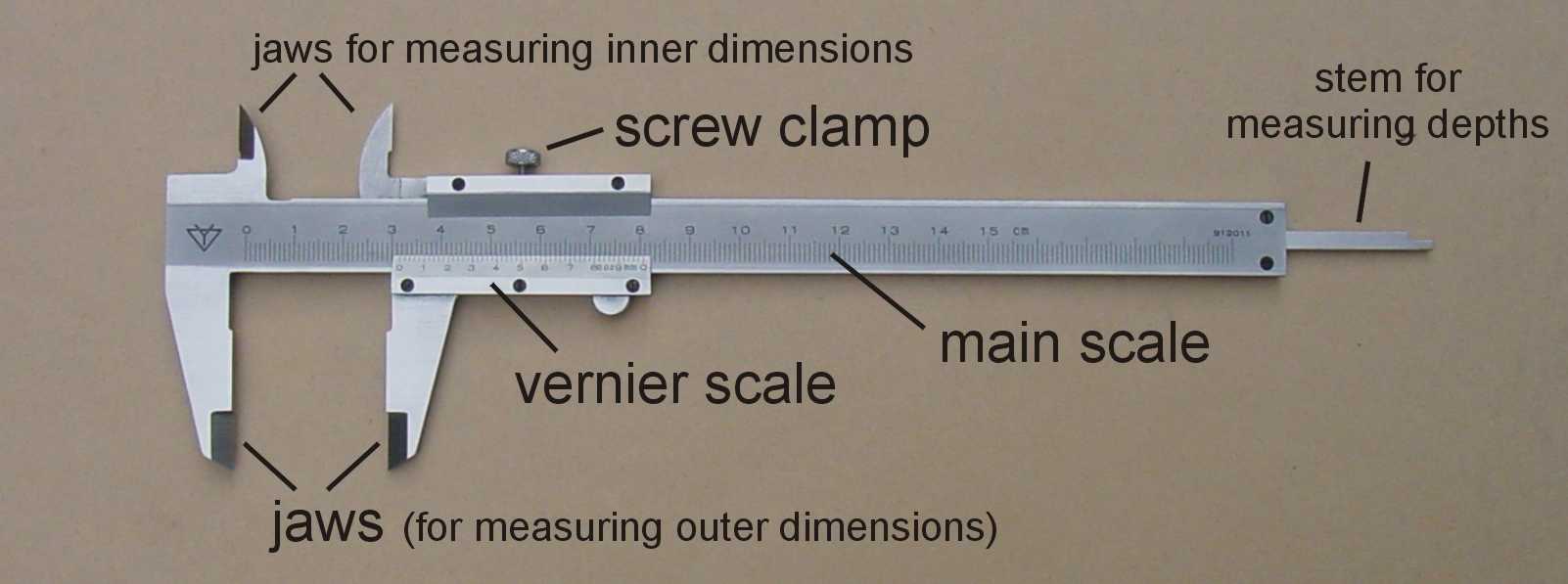
Equipment: It is made up of a main scale and a vernier scale and can usually measure objects up to 15 cm in length. The smallest marking is usually 0.1 cm on the main scale.
It has:
- a pair of external jaws to measure external diameters
- a pair of internal jaws to measure internal diameters
- a long rod to measure depths
How to use: The jaws are first closed to find any zero errors. The jaws are then opened to fit the object firmly and the reading is then taken.
Accuracy: ± 0.01 cm
Additional Resource: Check out How To Read A Vernier Caliper to learn how to read a vernier caliper.
Micrometer Screw Gauge
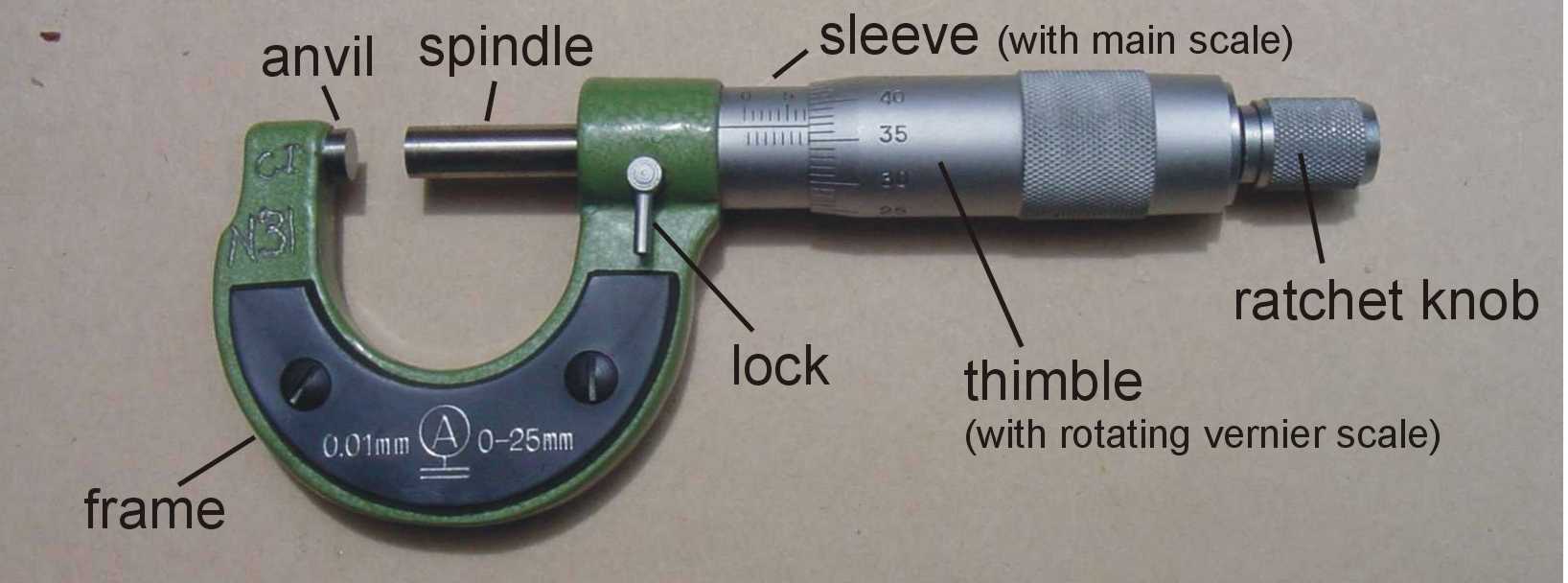
Equipment: It is made up of a main scale and a thimble scale and can measure objects up to 5 cm in length. The smallest marking is usually 1 mm on the main scale (sleeve) and 0.01 mm on the thimble scale (thimble). The thimble has a total of 50 markings representing 0.50 mm.
It has:
- an anvil and a spindle to hold the object
- a ratchet on the thimble for accurate tightening (prevent over-tightening)
How to use: The spindle is first closed on the anvil to find any zero errors ( use the ratchet for careful tightening). The spindle is then opened to fit the object firmly (use the ratchet for careful tightening) and the reading is then taken.
Accuracy: ± 0.01 mm
Additional Resource: Check out How To Read A Micrometer Screw Gauge to learn how to read a micrometer screw gauge.
Summary
The choice of measuring equipment depends on the degree of accuracy required.
| Range of length, $l$ | Equipment | Accuracy | Example |
|---|---|---|---|
| $l > 100 \, \text{cm}$ | Measuring tape | $\pm 0.1 \, \text{cm}$ | Circumference of your waist |
| $5 \, \text{cm} < l < 100 \, \text{cm}$ | Metre rule | $\pm 0.1 \, \text{cm}$ | Length of your phone |
| $1 \, \text{cm} < l < 10 \, \text{cm}$ | Vernier calipers | $\pm 0.01 \, \text{cm}$ | Diameter of beaker |
| $l < 2 \, \text{cm}$ | Micrometer screw gauge | $\pm 0.001 \, \text{cm}$
or $\pm 0.01 \, \text{mm}$ | Thickness of a piece of wire |
Comparisons
Comparison between rulers, vernier calipers and micrometers:
Micrometers Vs. Vernier Calipers:
1. Precision and Resolution:
- Micrometers: Micrometers are specialized for high precision, providing accuracy up to thousandths of a millimeter or even micrometers. The spindle and anvil mechanism allows for extremely fine measurements.
- Vernier Calipers: While Vernier calipers offer good precision, they are generally not as fine-tuned as micrometers. Vernier calipers are more suitable for measurements where precision in the order of tenths or hundredths of a millimeter is sufficient.
2. Range of Measurement:
- Micrometers: Micrometers excel in measuring small dimensions, typically up to a few inches or centimeters. They are commonly used in applications requiring sub-millimeter accuracy.
- Vernier Calipers: Vernier calipers have a broader range of measurement, making them versatile for tasks that involve both small and larger dimensions. They are well-suited for general-purpose measurements in engineering and manufacturing.
3. Ease of Use:
- Micrometers: Micrometers require careful handling and a steady hand due to their high precision. The spindle must be turned delicately to avoid excessive force.
- Vernier Calipers: Vernier calipers are generally easier to use and are more forgiving in terms of handling. They are suitable for quick and efficient measurements in various applications.
4. Cost:
- Micrometers: Micrometers, being specialized instruments with higher precision, are often more expensive compared to Vernier calipers.
- Vernier Calipers: Vernier calipers are more cost-effective and provide a good balance between precision and affordability.
5. Application Specificity:
- Micrometers: Ideal for applications where extreme precision is critical, such as in laboratories, machining, and quality control processes.
- Vernier Calipers: Well-suited for a wide range of applications in engineering, manufacturing, woodworking, and general measurement tasks.
Vernier Calipers Vs. Rulers:
1. Precision and Graduations:
- Vernier Calipers: Vernier calipers offer higher precision due to the Vernier scale, allowing for measurements with greater accuracy compared to rulers.
- Rulers: Rulers provide a basic level of measurement accuracy, typically with graduations in millimeters or inches. However, they lack the fine precision of Vernier calipers.
2. Flexibility in Measurement:
- Vernier Calipers: Suitable for both inside and outside measurements, as well as depth measurements using the depth gauge. The jaws and the depth gauge enhance the versatility of Vernier calipers.
- Rulers: Limited to straight-line measurements and are less versatile for tasks that require depth or inside measurements.
3. Accuracy in Lengthy Measurements:
- Vernier Calipers: More accurate for longer measurements due to the cumulative nature of Vernier scales, allowing for precise readings across the entire length of the caliper.
- Rulers: May accumulate errors in lengthy measurements due to the limitations of the human eye in aligning precisely with markings.
4. Specific Applications:
- Vernier Calipers: Widely used in engineering, manufacturing, and scientific applications where precise measurements are crucial. Commonly used in tasks requiring the measurement of objects with irregular shapes.
- Rulers: Mainly used for simpler tasks, such as measuring straight lengths or drawing straight lines in drafting and design.
5. Portability and Ease of Use:
- Vernier Calipers: Portable and easy to use, providing accurate measurements without requiring a flat surface. The sliding mechanism allows for quick and efficient measurements.
- Rulers: Portable but may require a flat surface for accurate measurements. Limited in terms of efficiency and precision compared to Vernier calipers.
Micrometers Vs. Rulers:
1. Precision and Graduations:
- Micrometers: Micrometers provide extremely high precision, often measured in micrometers or thousandths of an inch. The screw mechanism allows for fine adjustments, resulting in accurate measurements.
- Rulers: Rulers have larger graduations, typically in millimeters or inches. While suitable for general measurements, rulers lack the precision offered by micrometers.
2. Range of Measurement:
- Micrometers: Micrometers are designed for measuring small dimensions with exceptional accuracy, typically up to a few inches or centimeters.
- Rulers: Rulers are versatile for measuring longer lengths but are less precise compared to micrometers. They are commonly used for simpler tasks such as marking or drawing straight lines.
3. Application Specificity:
- Micrometers: Ideal for applications requiring extremely precise measurements, such as in laboratories, machining, and quality control processes. They are commonly used in tasks involving small components or fine details.
- Rulers: Suited for general-purpose measurements and tasks where precision in the order of millimeters or inches is sufficient. Commonly used in drafting, woodworking, and basic measurement applications.
4. Ease of Use:
- Micrometers: Micrometers require careful handling and a steady hand due to their high precision. The user must turn the spindle gently to avoid errors.
- Rulers: Rulers are user-friendly and easy to use. They are suitable for quick measurements and straightforward tasks, making them more accessible for general users.
5. Flexibility:
- Micrometers: Limited in flexibility as they are optimized for precise measurements of small dimensions. They are not designed for tasks requiring versatility in measurement types.
- Rulers: Versatile and can be used for a variety of applications, including drawing straight lines, measuring lengths, and acting as a general reference for dimensions.
In summary, while micrometers excel in precision for small measurements, Vernier calipers offer versatility across a broader range of applications. Comparatively, Vernier calipers provide higher precision than rulers and are more flexible for complex measurement tasks. The choice between these tools depends on the specific requirements of the task at hand, considering factors such as precision, range, ease of use, and cost.
Worked Examples
Example 1: The Antique Clock Face
You’ve acquired an antique clock with a beautifully intricate face that you want to replicate. To ensure precision in the replication process, you need to measure the diameter of the clock face to the nearest tenth of a millimeter. Which measuring tool should you use, and what steps will you follow to ensure accuracy?
Click here to show/hide answer
For measurements requiring precision to the nearest tenth of a millimeter, the Vernier caliper is the ideal tool. To measure the diameter of the clock face accurately:
- Open the external jaws of the Vernier caliper slightly wider than the clock face’s diameter.
- Place the caliper so that the external jaws are on opposite sides of the clock face.
- Gently close the jaws until they securely touch the edges of the clock face without applying excessive pressure.
- Read the measurement from the main scale and Vernier scale, ensuring to account for any zero error by subtracting it from the final reading.
Example 2: Miniature Modeling
You are creating a detailed miniature model and need to measure a tiny component’s thickness, which is crucial for the model’s accuracy. The thickness is expected to be less than 2 mm. Which instrument would provide the most accurate measurement, and how would you use it?
Click here to show/hide answer
The micrometer screw gauge is the best tool for measuring dimensions smaller than 2 mm with high precision. To measure the thickness of the tiny component:
- Open the micrometer screw gauge by turning the ratchet until the gap between the anvil and spindle is slightly larger than the component.
- Place the component between the anvil and spindle.
- Gently turn the ratchet until the spindle makes contact with the component, ensuring not to overtighten.
- Read the measurement on the main scale and the thimble scale, correcting for any zero error if present.
Example 3: Classroom Map Project
For a geography project, students are required to create a large classroom map. They need to measure lengths of up to 2 meters for accuracy. Which measuring tool is most suitable for this task, and why?
Click here to show/hide answer
The measuring tape is most suitable for measuring lengths up to 2 meters. It’s flexible, can measure long distances, and is easy to handle, making it ideal for measuring areas where rigid rulers or other precise measuring tools are impractical. To use:
- Extend the tape across the length to be measured.
- Align the zero mark with the starting point.
- Pull the tape taut to the endpoint, ensuring it’s straight and level.
- Read the measurement at the point where the tape meets the endpoint.
Example 4: Jewelry Making
In jewelry making, precise measurements are essential. You need to measure the internal diameter of a ring to ensure a perfect fit. The diameter is expected to be around 2 cm. What tool should you use, and how do you ensure an accurate measurement?
Click here to show/hide answer
The Vernier caliper is the ideal tool for this task, especially because of its internal jaws designed for measuring internal diameters. To measure the internal diameter of the ring:
- Open the internal jaws of the Vernier caliper slightly more than the expected diameter of the ring.
- Insert the internal jaws into the ring.
- Gently close the jaws until they fit snugly against the internal circumference of the ring without applying excessive force.
- Read the measurement from the main scale and Vernier scale, taking care to adjust for any zero error.
Additional Resource: Check out How To Read A Vernier Caliper to learn how to read a vernier caliper.
Example 5: Classroom Science Experiment
During a science experiment, students need to measure the length of a plant stem to the nearest millimeter. The stem is about 30 cm long. Which tool would provide the appropriate level of accuracy for this measurement, and what procedure should be followed?
Click here to show/hide answer
A ruler (or a meter rule) is the most appropriate tool for measuring the length of the plant stem to the nearest millimeter, given its length and the required level of accuracy. To measure the stem:
- Lay the stem flat on a table.
- Align the zero end of the ruler with the base of the stem.
- Without bending the stem or the ruler, extend the ruler along the length of the stem.
- Read the measurement at the point where the top of the stem ends, ensuring the eye is directly above the measurement point to avoid parallax error.