Table of Contents
Accuracy & Precision
A measuring equipment can give precise but not accurate measurements, accurate but not precise measurements or neither precise nor accurate measurements.
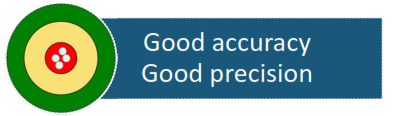
Accuracy is a measure of how close the results of an experiment agree with the true value.
- When there is high accuracy (accurate shots), there will be small systematic error
- The accuracy of a reading can be improved by repeating the measurements.
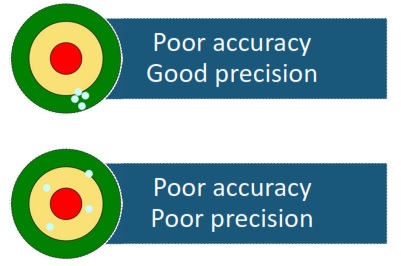
Precision is a measure of how close the results of an experiment agree with each other. It is a measure of how reproducible the results are.
- High precision implies a small uncertainty and small random error.
- Precision is how close the measured values are to each other but they may not necessarily cluster about the true value.
- Zero errors and parallax errors affect the precision of an instrument.
Parallax Error
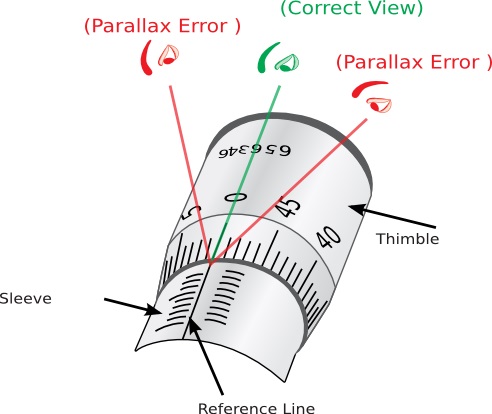
For accurate measurement, the eye must always be placed vertically above the mark being read. This is to avoid parallax errors which will give rise to inaccurate measurement.
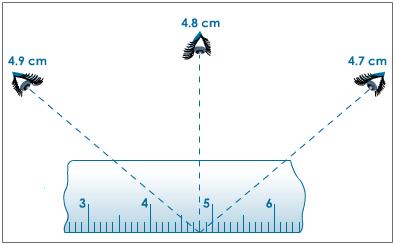
Parallax errors affects the accuracy of the measurement. If you consistently used the incorrect angle to view the markings, your measurements will be displaced from the true values by the same amount. This is called systematic error.
However, if you used different angles to view the markings, your measurements will be displaced from the true values by different amounts. This is called random error.
Parallax Error For Micrometer Screw Gauge
Zero Error
Zero Errors Of Vernier Caliper
When the jaws are closed, the vernier zero mark coincides with the zero mark on its fixed main scale.
Before taking any reading it is good practice to close the jaws or faces of the instrument to make sure that the reading is zero. If it is not, then note the reading. This reading is called “zero error”.
The zero error is of two types:
- Positive zero error; and
- Negative zero error.
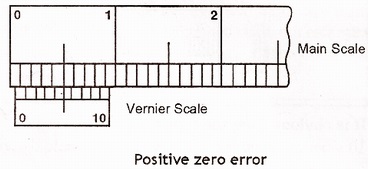
Positive Zero Error (Vernier Calipers)
If the zero on the vernier scale is to the right of the main scale, then the error is said to be positive zero error and so the zero correction should be subtracted from the reading which is measured.
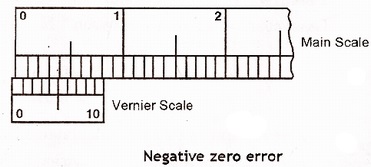
Negative Zero Error (Vernier Calipers)
If the zero on the vernier scale is to the left of the main scale, then the error is said to be negative zero error and so the zero correction should be added from the reading which is measured.
Please refer to “How To Read A Vernier Caliper” for more information.
More Vernier Caliper Practice:
Zero Errors For Micrometer Screw Gauge
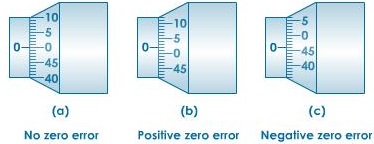
Positive Zero Error (Micrometer Screw Gauge)
If the zero marking on the thimble is below the datum line, the micrometer has a positive zero error. Whatever reading we take on this micrometer we would have to subtract the zero correction from the readings.
Negative Zero Error (Micrometer Screw Gauge)
If the zero marking on the thimble is above the datum line, the micrometer has a negative zero error. Whatever readings we take on this micrometer we would have to add the zero correction from the readings.
Note: You do not have to memorise positive error = subtract, negative error = add, just think this through for a while. It is rather straightforward and intuitive.
Please refer to “How To Read A Micrometer Screw Gauge” for more information.
Worked Examples
Example 1
How can you avoid parallax errors when measuring a length with a metre rule?
Show/hide answers
The first thing is to place the metre rule such that it’s edge is incident on the length, which will allow easy and accurate reading of the markings on the metre rule. The second thing is to place your eye vertically above the required points – “starting point” and “ending point”.